
一,概述
铝及其合金具有良好的耐蚀性,较高的比强度、导电性、导热性;纯铝中加入Si/Cu/Mg/Zn/Mn/Fe/Gr/Ca/V/Ti/B/Ni/Be/Zr/Re/Li等合金元素后,便形成了铝合金其物理性能和机械性能可在一个很广的范围内变化,所以在工业中得到广泛的应用。铝及其合金的特性给焊接带来困难的同时,但它也有其优点的一面,如:①氧化铝薄膜有防腐蚀的作用:②铝是非磁性的,在直流焊接时无偏吹;③铝为面立方结构,无同素异构转变塑性、韧性好,易于成形加工;④铝磨削时,没有火花,相对安全些,但要注意粉尘浓度。总之,铝及其合金难焊最关键的一点是怎么清除氧化铝薄膜并在焊接过中防止再度产生。
二,焊接过程中产生困难的几个方面
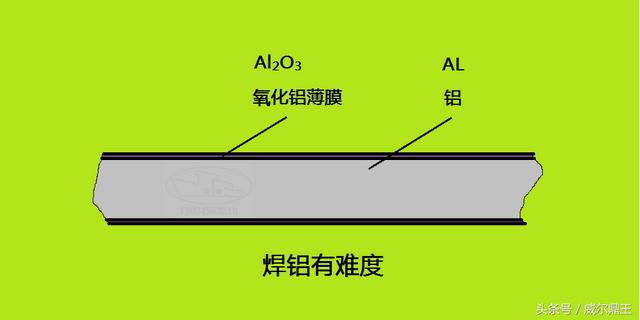
1,铝的氧化能力强
因素:铝和氧的亲和能力很强,在空气中极易与氧结合生成致密而结实的Al2O3薄膜,厚度约0.1μm,熔点约2050℃,远远超过铝及其合金的熔点,而且密度很大,约铝的1.4倍。在焊接过程中,该薄膜会阻碍金属之间的结合,并易造成夹渣或熔合不良;氧化膜还会吸附水份,焊接时会使焊缝生成气孔。
措施:①焊前用机械或化学方法清除工件坡口及周围部分以及焊丝表面的氧化物。②焊接过程中必须采用合格的保护气;必要是制作扩大保护范围的工具;做好防风防气流的措施;③在气焊或碳弧焊时,要采用熔剂,在焊接过程中不断用焊丝挑破熔池表面的氧化膜。
2,铝的热导率和比热大
因素:尽管铝及其合金的熔点比钢低,但其热导系数和比热熔都很大,是钢的一倍多,在焊接过程中,大量的热量被迅速传导到其基体金属内部,造成热量被吸收掉。
措施:①比须采用热量集中、功率大的热源,如WSEM5OO、MIG400、TPS5000等焊机;②有时焊前进行预热,焊件越大,预热热温度越高。
3,铝的线膨胀系数大
因素:铝及其合金的线膨胀系数约为钢的2倍,凝固时体积收缩率6.6%,因此易产生焊接变形,铝薄板变形更明显。另外,某些铝及其合金焊接时,在焊接金属中形成结晶裂纹的倾响性和在热影响区形成液化裂纹的倾响性均较大,往往由于过大的内应力而在脆性温度区间内产生热裂纹。
措施:①选择合理得焊接参数;②采用恰当的焊接顺序;③使用必要的焊接工装;④改进接头设计;⑤选用适合母材特点的填充焊材。
4,铝容易产生气孔
措施:①对焊接材料,如焊丝、焊条、焊粉、保护气等,要严格控制含水量,焊前清理和干燥处理;②清理过的焊丝和母材尽量在4h内用完;③TIG焊时,用大的焊接电流和较高的焊接速度;④在MIG焊时,用大的焊接电流和慢的焊接速度;⑤加强正反面焊接区域的保护。
5,铝熔化时色泽无变化
因素:铝及其合金的熔点482~660℃,其焊接时由固态转变为液态,没有明显的颜色变化,这给施焊者在操作时带来一定的困难。
措施:①要时刻掌握好焊接时的温度,一般焊件要开始熔化时,焊件表面会发皱,表明要立刻施焊;②尽量采用平焊位置;③采用引(熄)弧板上引(熄)弧。
6,铝接头容易软化
因素:对于热处理强化的铝合金,由于焊接热的影响,焊接接头中热影响区会出现软化,即强度降低,使基体金属近缝区部位的一些力学性能变差;另外,对于冷作硬化的铝合金也是这样的,使接头性能弱化,并且焊接线能量越大,性能降低的程度越严重。
措施:①制定符合特定铝合金材料焊接的工艺,如:限止焊接条件;采取适当的焊接顺序;控制预热温度和层间温度;焊后热处理。②对于焊后软化不能恢复铝合金最好采用退火或在固溶状态下焊接,焊后再进行热处理。③如不允许焊后热处理,就采用能量集中的焊接方法和小线能量焊接,以减小接头强度降低。
7,铝合金元素烧损
因素:某些铝合金含有低沸点的合金元素,如Mg、Zn等,这些元素在高温下容易蒸发烧损,从而改变了焊缝金属的化学成分,降低了焊接接头性能。
措施:①调正焊接工艺;②采用含这些低沸点元素比母材高的焊材。
8,铝在高温时强度很低
因素:铝在370℃时,强度约为10MPa,焊接时因不能支撑住液体金属而使焊缝成形不良,甚至出现塌陷或烧穿。
措施:①选择合理焊接参数和性能好的焊机;②采用垫板、夹具等必要的工装。
9,铝接头的耐蚀性比母材低
因素:热处理强化铝合金接头耐腐蚀性降低明显,接头组织越不均匀,耐蚀性越降低;焊缝金属的纯度和致密性也影响接头耐蚀性能;杂质多、晶粒粗大、脆性相(FeAl3)析出等,耐腐蚀性就下降(表面和晶间);焊接应力也是影响因素。
措施:①调正焊接工艺,减小热影响区,防止过热;②焊后热处理;③选择准确的焊材,使焊缝合金化,细化晶粒等;④局部表面拉应力,可用局部锤击法来消除。采取保护措施,如阳极氧化处理、涂层保护等。
本文为“威尔鼎王”原创,特此声明。

版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 举报,一经查实,本站将立刻删除。
 微信扫一扫
微信扫一扫